<form id="ljk4g"><small id="ljk4g"></small></form>
公司概況
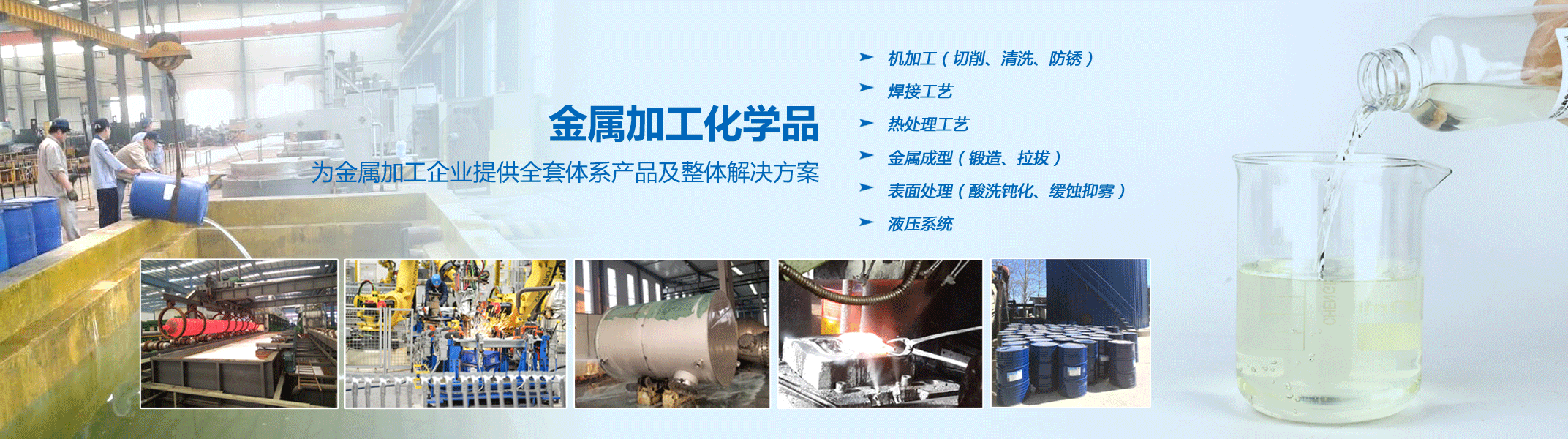
金屬加工化學品系列
消泡劑行業解決方案
螺紋鎖固密封劑
進出口原材料
聯系方式
售前咨詢微信
電話咨詢
微信客服